





UV树脂金属修补剂DZGG2008
产品简介:
UV金属修补剂是一种结合紫外线固化技术与耐磨材料的高性能修补产品,专为金属表面损伤修复设计。
产品特点以及优势:
UV金属修补剂是一种结合紫外线固化技术与耐磨材料的高性能修补产品,专为金属表面损伤修复设计。其核心特点与优势如下:
一、核心特点
1、极速固化
紫外线照射下(几秒至几分钟)快速固化,无需加热或长时间等待,适合紧急维修和连续生产场景。
2、超强耐磨性
添加耐磨陶瓷、玻璃微珠等耐磨填料,硬度高,耐磨损,适用于高负荷、高摩擦环境(如机械零部件、模具修复)。
3、强附着力
对金属基材(钢、铝、铸铁等)粘接牢固,固化后形成化学键,不易脱落。
4、耐腐蚀性
耐酸碱、油污及溶剂侵蚀,适用于化工设备、海洋环境等严苛工况。
5、环保安全
无溶剂配方,无VOCs排放,符合环保要求。
二、核心优势
1、高效省时
修复过程仅需几分钟,无需拆卸设备或长时间停机,大幅降低生产损失。
2、延长设备寿命
修复后表面硬度高,耐磨性提升,延缓二次磨损,减少更换频率。
3、低成本维护
材料用量少,人工成本低,综合维护费用远低于更换部件或传统焊接。
4、适用复杂工况
可修复管道气孔,金属表面的破损,不受几何形状限制。
5、工艺简单
单组分设计,无需调配,普通工人即可操作,无需专业技能。
6、多功能合一
兼具密封、防锈、抗冲蚀功能,可替代环氧类金属修补剂等传统工艺。
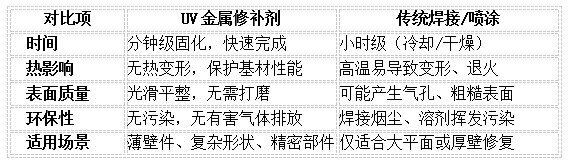
三、与传统修补方式对比
四、典型应用场景
●工业设备:模具、机床导轨、轴承座、泵体磨损修复。
●汽车制造:发动机部件、传动系统表面强化。
●能源行业:风电叶片、管道腐蚀修复。
●矿山机械:挖掘机铲斗、破碎机锤头耐磨处理。
五、使用注意事项
●需配合UV光源:确保照射距离与时间达标(如365nm波长紫外灯)。
●分层施工:深度修复需分次涂覆,每层厚度建议≤2mm。
●表面预处理:清洁、打磨待修部位,去除油污和氧化层。
总结
UV金属修补剂凭借快速固化、高耐磨、环保低成本等优势,成为工业维修领域的高效解决方案,尤其适合高精度、快节奏的生产环境,显著提升设备维护效率并降低长期成本。
产品参数性能:测试数据采用企业标准Q/DZ2019/1获得
一、基础物理性能参数
1、颜色:透明或者近乳白色微透光
2、粘度:范围:约5000~8000 mPa·s(25℃)
3、固化时间
表干时间:5~30秒(取决于UV光源强度)
完全固化时间:1~5分钟(需匹配365nm UV光源功率,如80~120mW/cm²)。
4、硬度
邵氏硬度:70~90 D(高硬度提升耐磨性)
洛氏硬度:HRC 50~60(与金属基材接近)。
5、耐磨性
体积磨损量(Taber磨损测试):≤0.05 cm³/1000转(500g负载,CS-10砂轮)。
摩擦系数:0.3~0.6(干摩擦,与基材匹配)。
6、抗压强度
≥80 MPa
7、线膨胀系数
8~12×10⁻⁶/℃(与金属基材接近,减少热应力开裂)。
二、化学性能参数
1、耐腐蚀性
1.耐酸碱:pH 2~12(24小时浸泡无起泡、脱落)。
2.耐溶剂:抵抗矿物油、燃油、液压油等(ASTM D471标准)。
2、附着力
1.钢材:≥30 MPa(ASTM D4541百格测试,划格法)
2.铝材:≥20 MPa(需表面预处理)。
3、耐温性
工作温度:-50℃~150℃(短期耐受更高温度,如180℃/30分钟)。
三、施工参数
1、UV光源要求
1.波长:365nm(主峰)±10nm
2.功率密度:≥80mW/cm²(确保固化深度)。
3.照射距离:5~20cm(过远导致固化不足)。
2、涂层厚度
1.单层施工:建议1.0~2.0mm
2.总厚度:可通过多层叠加(每层≤1mm,需逐层固化)。
3、表面处理要求
1.清洁:无油污、水分(推荐丙酮或酒精擦拭)。
2.打磨:Ra≤1.6μm(增强附着力)。
四、存储与稳定性参数
1、存储条件
1.温度:5~25℃(避光密封保存)。
2.有效期:6~12个月(未开封)。
2、活性期
开封后操作时间:≤5分钟(随环境温度升高缩短)。
五、其他关键参数
1、收缩率
≤3%(固化后体积变化小,减少内应力)。
2、环保性
VOC含量:0(无溶剂配方,符合RoHS、REACH)。
3、阻燃性(部分型号)
UL94 V-0/V-1等级(适用于高温防火场景)。
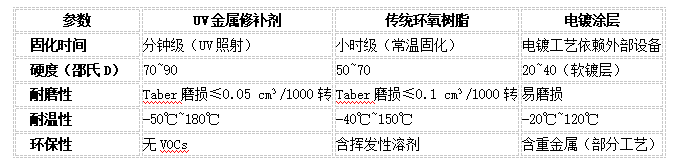
六、典型参数对比表
产品使用说明:
一、使用前准备
1. 工具与材料清单
●UV金属修补剂(主剂)
●365nm UV固化灯(功率≥80mW/cm²)
●砂纸(400-800目)、砂轮机或角磨机
●丙酮或无水乙醇(清洁表面)
●刷子、刮刀或注射器(涂覆工具)
●防护手套、护目镜(安全防护)
2. 表面处理(关键步骤)
●清洁:用丙酮或无水乙醇彻底擦拭待修部位,去除油污、水分及杂质。
●打磨:用400-800目砂纸打磨修复区域,露出金属基材,边缘需倒角(避免应力集中)。
●除尘:用压缩空气或无尘布清理打磨产生的碎屑,确保表面干燥、无尘。
二、操作步骤
1. 修补剂准备
●开封:撕开修补剂包装,检查是否均匀无结块(若已固化则不可使用)。
2. 涂覆修补剂
●填充缺陷:用刮刀将修补剂填入划痕、磨损处,确保填实(分层施工时每层厚度≤1mm)。
●表面平整:刮除多余材料,使修补区域与周围表面平齐(避免过厚影响固化)。
3. UV固化
●照射条件:使用365nm UV灯,距离修补区域10-15cm,功率密度≥80mW/cm²。
●固化时间:
●表干:5-10秒(初步硬化,可触摸)
●完全固化:1-3分钟(达到最大硬度,需持续照射至透光无阴影)。
●注意事项:
●深度修复需分层固化(每层照射后需刮平再涂下一层)。
●避免光源距离过远或照射时间不足导致内部未固化。
4. 后处理
●打磨抛光:完全固化后,用细砂纸(800-1200目)打磨表面至光滑,必要时抛光。
三、关键注意事项
1、环境要求
●温度:10~35℃,湿度≤70%(低温高湿会延长固化时间)。
●避免通风:固化过程中避免气流干扰(粉尘污染表面)。
2、操作要点
●薄涂多次:单次涂覆厚度不超过1mm,过厚易产生气泡或内部未固化。
●边缘处理:修补区域边缘需与基材平滑过渡,防止应力开裂。
●光源校准:确保UV灯波长准确(非365nm可能导致固化失败)。
3、安全防护
●避免接触皮肤或眼睛,若误触需立即用清水冲洗。
●工作区域保持通风,避免吸入挥发气体(尽管无溶剂,仍建议防护)。
注意事项:
1、本资料标注的参数数据由我公司实验室或第三方机构检测取得,由于工业环境复杂多样,资料中的参数数据仅供用户借鉴、参考,不作为购买、理赔依据。建议用户联系我们索取样品,并模拟实际工况进行用前测试。
2、本资料中的使用方法仅为指导性通用方案,正式施工前请根据现场实际情况确定更加合理的施工方案。
3、参考固化时间为25℃时取得,环境温度低于25℃时产品固化时间会随之延长,如需加快固化速度可采取适当的加温措施;
安全与健康:
过度接触本产品可能会引发过敏性皮肤病,建议保持施工环境空气流通;施工时应穿着一般工作服并佩戴防尘口罩、防护眼镜及防护手套,避免产品与眼睛、皮肤接触,不慎接触时应立即用流动清水反复冲洗并及时就医。
产品包装、储运说明:
1kg/桶,10公斤/箱
●存储条件:避光密封,存放于5~25℃阴凉干燥处。
●有效期:未开封状态下6~12个月(具体以包装标注为准)。
●开封后:需在24小时内用完(接触空气后活性期≤5分钟)。
声明:
本文中技术数据均为典型值,不作为产品验收标准,仅供参考,测试数据采用企业标准Q/DZ2019/1获得。以上数据是在实验室特定条件下测定,本公司保证是可靠的;但由于使用的环境及工况等不同,实际应用以实测性能数据为准。贮存条件、运输等因素都会对胶的稳定性及物理、机械性能产生影响。对于采用我司无法控制的方法得到的结果,我们恕不负责。建议用户在使用前,根据数据进行试验,确认适用性。
技术咨询电话:027-88216656。